CAK80385
数控车床生产厂家突破传统选择刀具的习惯,CAK80385
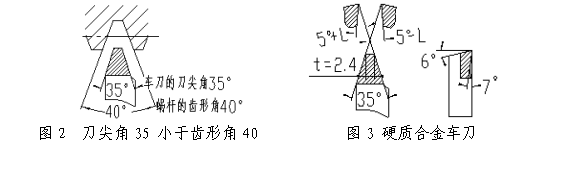
数控车床合理选择车削蜗杆的刀具角度,使刀具的刀尖角小于齿形角,CAK80385数控车床车削蜗杆刀具的刀尖角如果等于蜗杆的齿形角。CAK80385数控车床这种刀具在车削时两侧刀刃与工件侧面容易发生摩擦,甚至三个刀刃同时参加切削,
CAK80385数控车床易产生较大的切削力而损坏刀具。如果CAK80385数控车床选择车刀的刀尖角35 小于蜗杆的齿形角40 ,(如图2)这种车刀在车削时,CAK80385数控车床可防止三个刀刃同时参加切削,CAK80385数控车床减少了摩擦、切削力,能很好地避免“闷车”、“扎刀”和打刀的情况发生。在数控车床上使用硬质合金车刀高转速车削蜗杆成为现实,以前,CAK
80385数控车床生产厂家车削加工蜗杆和大导程螺纹,CAK80385数控车床生产厂家只能用高速钢车刀低速车削加工,生产效率非常低。
如果将车刀的刀尖角磨小,使车刀的刀尖角35 小于蜗杆的齿形角40 ,
CAK80385数控车床生产厂家可避免三个刀刃同时参加切削,切削刀显剧下降,这时可使用较高的切削速度和硬质合金车刀对蜗杆进行车削。当工件直径、导程越大时,可获得的线速度越高,CAK80385数控车床生产厂家加工出的工件表面质量越好,而且生产效率明显提高。CAK80385数控车床生产厂家彻底解决在数控车床不能用硬质合金刀具车削蜗杆和大导程螺纹零件。(只要数控车床能承受,尽可能选择较高的线速度,在车削模数Ms=4时,选用350转/分钟。如图3)销售总部服务热线:13066608866