2米CAK80185
数控车床原理方案设计。2米CAK80185
数控车床加工锁梁(即挂锁上用与插入门扣的钩状零件)的工序为:将盘圆钢条校直、切槽、车圆头、切断和搬弯成型。2米
CAK80185数控车床的搬弯成型工艺部分,由送料机构、定位机构和搬弯机构组合而成。2米CAK
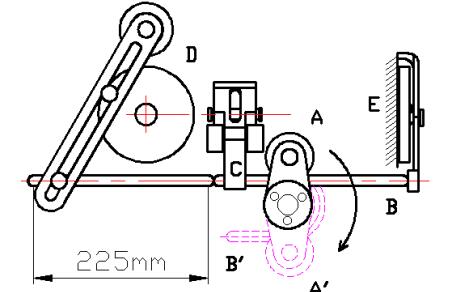
80185数控车床加工原理如图所示:送料单元D将2米CAK80185数控车床工件送到搬弯工位后即返回,此时定位单元执行端上升对2米CAK80185数控车床工件进行定位,防止2米CAK80185数控车床工件滑动。2米CAK80185数控车床工件就位后,压紧单元C将工件端部压紧,然后掰弯单元A对已经压紧的工件进行掰弯,掰弯后自动回位准备下一次加工。用一自锁式夹持器作间歇往复直线运动实现送料。如图方案一所示,夹持器由机构件4-5-5’组成,夹持器由2米CAK80185数控车床凸轮机构1通过摆动导杆2驱动作间歇往复直线运动,当2米CAK80185数控车床夹持器向左运动时,由推爪5和5’在卷料7上打滑,从而实现2米CAK80185数控车床单向送料从而使得2米CAK
80185数控车床价格得到了提高。2米CAK80185数控车床厂家的方案一和方案二都能实现单向送料。方案一用摇杆导杆滑块机构,使用2米CAK80185数控车床凸轮连杆机构,凸轮能够实现比较精准,但是2米CAK80185数控车床传动机构成本和2米CAK80185数控车床价格会高。方案二运用2米CAK80185数控车床六杆机构,分别可以视为一个曲臂摇杆和一个摇杆滑块结合,没有间歇运动,但把2米CAK80185数控车床夹角设计得大一些也能实现目的运动。应用方案二可以节约2米CAK80185数控车床成本。
2米CAK80185数控车床价格与数控车床定位夹紧有关。2米CAK80185数控车床定位夹紧机构的选择与比较。方案一:从图可知,平底推杆4在凸轮3的旋转上下移动。5是回位弹簧。6是‘V’型块,有定位和夹紧工能为一体。方案二:原理如图,2米CAK80185数控车床定位和2米CAK80185数控车床夹紧分开。2米CAK80185数控车床凸轮和连杆组合上下移动实现定位。2米CAK80185数控车床上下移动实现夹紧。2米CAK80185数控车床厂家通过方案一和方案二的比较,方案一的定位和夹紧为一体,更为简单,用的机构少,没有使用2米CAK80185数控车床滚子,经济节约。同时又能够满足2米CAK80185数控车床定位和夹紧需要所以会提高2米CAK80185数控车床价格。
销售总部服务热线:13066608866