在CAK80185
数控车床上增加镗深孔装置。对于CAK80185
数控车床长套筒类零件的内孔加工,常规工艺大都采用扩孔和镗孔。因
CAK80185数控车床工件固定,刀具运动不易排屑和散热。尤其当CAK
80185数控车床工件要求粗、精工序在一序完成,或CAK80185数控车床加工一定直径范围内的孔,常规工艺扩孔需要不同规格的扩刀相对应,CAK80185数控车床刀具数量多、费用高、换刀时间长。CAK80185数控车床出厂价格与数控车床镗孔有关。CAK80185数控车床镗孔需要多次对刀、辅助时间长、效率低。若要提高CAK
80185数控车床出厂价格和CAK80185数控车床效率,需定制CAK80185数控车床专用设备,投资大、柔性差、生产准备时间长,CAK80185数控车床更新时,财力物力浪费高。现在我们对CAK80185数控车床进行改制,加上镗深孔装置,CAK80185数控车床加工长套筒类零件,不需多次装卸工件,更换CAK80185数控车床刀具、辅具,能够在同一序完成粗,CAK80185数控车床精加工或一定直径范围内孔的加工。操作省时、省力、调刀速度快,工件旋转,排屑方便,易散切削热,柔性大,CAK80185数控车床更新方便。适用于液压、印刷、化工等行业长套筒类零件的加工。
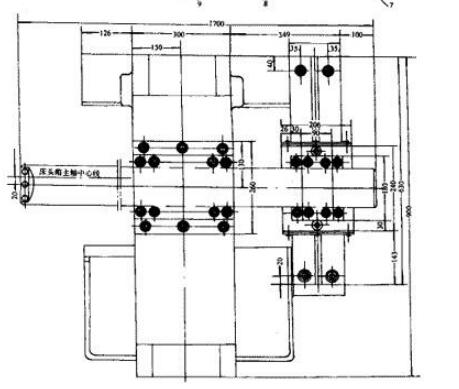
对CAK80185数控车床改装作一简介。CAK80185数控车床出厂价格与数控车床加工套筒有关。CAK80185数控车床加工套筒长度L:850mm;加工内孔直径d范围:?140~200mm;CAK80185数控车床加工最大外圆直径D:<360mm;由于对深孔镗削,为了保证CAK80185数控车床镗杆刚度,加强稳定性,保证悬伸比,镗杆1采用了前后支架,增加了CAK80185数控车床固定镗杆1支承跨距,前支架2安装在小滑板9上,去掉了原CAK80185数控车床小滑板上的刀架,后支架3固定在CAK80185数控车床床鞍滑板4和支承导轨7上,可随前支架小滑板前后移动,导轨固定在CAK80185数控车床床鞍8上。整个镗孔装置与CAK80185数控车床刀架工作原理一样,切削运动由床鞍完成,刀具径向尺寸由手把带动滑板实现。CAK80185数控车床改装后,CAK80185数控车床加工时排屑流畅,容易调整CAK80185数控车床对刀,CAK80185数控车床柔性增大、CAK80185数控车床效率、CAK80185数控车床出厂价格提高。
销售总部服务热线:13066608866