бЁдёКЯРэЕФcak63485
Ъ§ПиГЕДВЕЖОпНЧЖШЁЃЮЊСЫМѕаЁcak63485
Ъ§ПиГЕДВГЕЯїЯИГЄжсВњЩњЕФЭфЧњБфаЮЃЌвЊЧѓ
cak63485Ъ§ПиГЕДВГЕЯїЪБВњЩњЕФЧаЯїСІдНаЁдНКУЃЌЖјдкcak
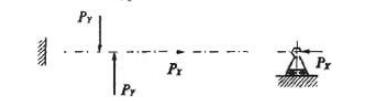
63485Ъ§ПиГЕДВЕЖОпЕФМИКЮНЧЖШжаЃЌЧАНЧЁЂжїЦЋНЧКЭШаЧуНЧЖдcak63485Ъ§ПиГЕДВГіГЇМлИёКЭcak63485Ъ§ПиГЕДВЧаЯїСІЕФгАЯьзюДѓЁЃЧАНЧ(γ)ЁЃЦфДѓаЁжБНгзХгАЯьcak
63485Ъ§ПиГЕДВГіГЇМлИёКЭcak63485Ъ§ПиГЕДВЧаЯїСІЁЂcak63485Ъ§ПиГЕДВЧаЯїЮТЖШКЭcak63485Ъ§ПиГЕДВЧаЯїЙІТЪ.діДѓЧАНЧЃЌПЩвдЪЙcak63485Ъ§ПиГЕДВЧаЯїН№ЪєВуЕФЫмадБфаЮГЬЖШМѕаЁЃЌЧаЯїСІУїЯдМѕаЁЁЃдіДѓЧАНЧПЩвдНЕЕЭcak63485Ъ§ПиГЕДВЧаЯїСІЃЌЫљвддкcak63485Ъ§ПиГЕДВЯИГЄжсГЕЯїжаЃЌдкБЃжЄcak63485Ъ§ПиГЕДВГЕЕЖгазуЙЛЧПЖШЧАЬсЯТЃЌОЁСПЪЙcak63485Ъ§ПиГЕДВЕЖОпЕФЧАНЧдіДѓЃЌЧАНЧвЛАуШЁγ=15°ЁЃжїЦЋНЧ(kr)ЁЃЦфДѓаЁгАЯьзХ3ИіЧаЯїЗжСІЕФДѓаЁКЭБШР§ЙиЯЕЁЃЫцзХcak63485Ъ§ПиГЕДВжїЦЋНЧЕФдіДѓЃЌОЖЯђЧаЯїСІУїЯдМѕаЁЃЌЧаЯђЧаЯїСІдк60°ЁЋ90°ЪБШДгаЫљдіДѓЁЃдк60°ЁЋ75°ЗЖЮЇФкЃЌ3ИіЧаЯїЗжСІЕФБШР§ЙиЯЕБШНЯКЯРэЁЃдкcak63485Ъ§ПиГЕДВГЕЯїЯИГЄжсЪБЃЌвЛАуВЩгУДѓгк60°ЕФжїЦЋНЧЁЃШаЧуНЧ(λs)ЧуНЧгАЯьзХcak63485Ъ§ПиГЕДВГіГЇМлИёКЭcak63485Ъ§ПиГЕДВГЕЯїЙ§ГЬжаЧааМЕФСїЯђЁЂЕЖМтЕФЧПЖШМА3ИіЧаЯїЗжСІЕФБШР§ЙиЯЕЁЃЫцзХcak63485Ъ§ПиГЕДВШаЧуНЧЕФдіДѓЃЌОЖЯђЧаЯїСІУїЯдМѕаЁЃЌЕЋcak63485Ъ§ПиГЕДВжсЯђЧаЯїСІКЭЧаЯђЧаЯїСІШДгаЫљдіДѓЁЃШаЧуНЧдк-10°ЁЋ+10°ЗЖЮЇФкЃЌ3ИіЧаЯїЗжСІЕФБШР§ЙиЯЕБШНЯКЯРэЁЃдкcak63485Ъ§ПиГЕДВГЕЯїЯИГЄжсЪБЃЌГЃВЩгУе§ШаЧуНЧ+3°ЁЋ+10°ЃЌвдЪЙЧааМСїЯђД§МгЙЄБэУцЁЃ

cak63485Ъ§ПиГЕДВЯИГЄжсЕФГЕЯїМгЙЄЪЧЛњаЕМгЙЄжаБШНЯГЃМћЕФвЛжжМгЙЄЗНЪНЁЃгЩгкcak63485Ъ§ПиГЕДВЯИГЄжсИеадВюЃЌГЕЯїЪБВњЩњЕФЪмСІЁЂЪмШШБфаЮНЯДѓЃЌКмФбБЃжЄcak63485Ъ§ПиГЕДВЯИГЄжсЕФМгЙЄжЪСПвЊЧѓЁЃЭЈЙ§ВЩгУКЯЪЪЕФзАМаЗНЪНКЭЯШНјЕФМгЙЄЗНЗЈЃЌбЁдёКЯРэЕФcak63485Ъ§ПиГЕДВЕЖОпНЧЖШКЭЧаЯїгУСПЕШДыЪЉЃЌПЩвдБЃжЄcak63485Ъ§ПиГЕДВЯИГЄжсЕФМгЙЄжЪСПвЊЧѓВХФмЙЛЬсИпcak63485Ъ§ПиГЕДВГіГЇМлИёЁЃ
ЯњЪлзмВПЗўЮёШШЯп:13066608866