4米CAK80385
数控车床车削加工在切槽与切断中的应用。4米CAK80385
数控车床回转体工件表面经常需要加工一些沟槽,如4米
CAK80385数控车床螺纹退刀槽、4米CAK
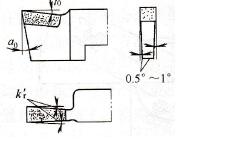
80385数控车床砂轮越程槽、油槽、密封圈槽等,分布在4米CAK80385数控车床工件的外圆表面、内孔或端面上。4米CAK80385数控车床切槽所用的刀具为切槽刀,它有一条主切削刃、两条副切削刃、两个刀尖,4米CAK80385数控车床加工时沿径向由外向中心进刀。4米CAK80385数控车床车削宽度小于5 mm的窄槽用主切削刃尺寸与槽宽相等的车槽刀一次车出;4米CAK80385数控车床车削宽度大回转体工件表面经常需要加工一些沟槽,如4米CAK80385数控车床螺纹退刀槽、4米CAK80385数控车床砂轮越程槽、油槽、密封圈槽等,分布在工件的外圆表面、内孔或端面上。4米CAK80385数控车床切槽所用的刀具为切槽刀,它有一条主切削刃、两条副切削刃、两个刀尖,加工时沿径向由外向中心进刀。4米CAK
80385数控车床报价与数控车床车削宽度有关。4米CAK80385数控车床车削宽度小于5 mm的窄槽用主切削刃尺寸与槽宽相等的车槽刀一次车出;4米CAK80385数控车床车削宽度大于5 mm的宽槽时,先沿纵向分段粗车,再精车,车出槽深及槽宽。 当4米CAK80385数控车床工件上有几个同一类型的槽时,槽宽如一致,可以用同一把刀具切削。4米CAK80385数控车床切断是将坯料或工件从夹持端上分离下来。4米CAK80385数控车床切断所用的切断刀与4米CAK80385数控车床车槽刀极为相似,只是刀头更加窄长,刚性更差会导致4米CAK80385数控车床比较低。4米CAK80385数控车床刀具要切至工件中心,呈半封闭切削,排屑困难,容易将4米CAK80385数控车床刀具折断从而影响4米CAK80385数控车床报价。因此,4米CAK80385数控车床装夹工件时应尽量将切断处靠近卡盘,以增加4米CAK80385数控车床工件刚性才能提高4米CAK80385数控车床报价。
4米CAK80385数控车床大直径工件,有时采用反切断法,目的在于排屑顺畅。4米CAK80385数控车床切断时刀尖必须与工件等高,否则4米CAK80385数控车床切断处将留有凸台,也容易损坏4米CAK80385数控车床刀具会影响4米CAK80385数控车床报价。4米CAK80385数控车床切断刀伸出不宜过长,以增强刀具刚性;切断时切削速度要低,采用缓慢均匀的手动进给,以防进给量太大造成刀具折断;4米CAK80385数控车床切断钢件时应适当使用切削液,加快切断过程的散热。
销售总部服务热线:13066608866