CAK80135
数控车床车刀选择原则。CAK80135
数控车床加工特征是指零件加工过程中与该加工工序相关的加工信息集成。如
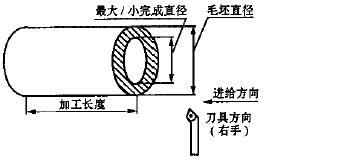
CAK80135数控车床外圆车削特征可包括起始直径(CAK
80135数控车床加工前的零件直径)、最小完成直径(CAK80135数控车床零件加工后允许的最小直径)、最大完成直径(CAK80135数控车床零件加工完后允许的最大直径)、CAK80135数控车床加工长度、刀尖圆弧半径及工件刚度等特征参数,如图所示。CAK80135数控车床加工特征能比较准确地描述工件的加工要求,而这些要求是选定CAK80135数控车床、CAK80135数控车床夹具、CAK80135数控车床刀具及CAK80135数控车床工艺参数的前提。由于每种加工特征都需输入多个特征参数,为使CAK80135数控车床刀具选择变得简捷方便,这里只对CAK80135数控车床加工特征进行定性描述。CAK
80135数控车床价位受数控车床零件加工的影响。CAK80135数控车床厂家根据起始直径和零件加工完成直径值将车削加工分为粗加工(半精加工)和精加工两类,根据CAK80135数控车床零件刚度将其分为刚度高和刚度低两类。综合上述要求,将外圆车削加工分为以下四种加工特征:①CAK80135数控车床车削外圆(粗切或半精切,刚度高);②CAK80135数控车床价位与数控车床车削外圆有关。CAK80135数控车床车削外圆(粗切或半精切,刚度低);③CAK80135数控车床车削外圆(精切或半精切,刚度高);④CAK80135数控车床车削外圆(精切或半精切,刚度低)。
根据上述定性描述的加工特征来选择CAK80135数控车床刀具才能CAK80135数控车床价位。CAK80135数控车床加工特征为车削外圆(粗切或半精切,刚度高)时,因CAK80135数控车床粗加工或CAK80135数控车床半精加工主要是切除多余金属,切削力较大,故应选择稳固的刀片夹紧方式,刀尖角尽可能选择大一些,以增加CAK80135数控车床刀尖强度。由于减小CAK80135数控车床主偏角会导致径向分力Fy增大,当工艺系统的刚度较强时,可适当减小CAK80135数控车床刀具主偏角。CAK80135数控车床小的刀具主偏角能够增加参与切削的切削刃长度,减少单位长度切削刃的负荷,从而提高CAK80135数控车床价位和CAK80135数控车床刀具的使用寿命。
销售总部服务热线:13066608866