CAK63135
数控车床切削用量的合量选用。CAK63135
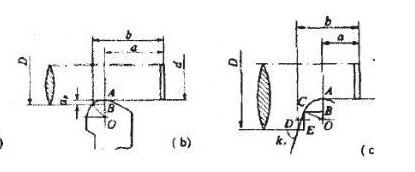
数控车床数控车削加工中的切削用量包括背吃刀量a。
CAK63135数控车床主轴转速S或切削速度v(用于恒线速度切削),进给速度或进给量。CAK
63135数控车床切削用量的选择原则是:粗车时要首先考虑选择尽可能大的背吃刀量。其次选择较大的进给量,最后确定一个合适的CAK63135数控车床切削速度。CAK63135数控车床精车时应选用较小(但不能太小)的背吃刀量a。和进给量f,同时依据CAK63135数控车床刀具参数尽可能提高切削速度,以保证CAK63135数控车床加工质量,提高CAK
63135数控车床价格和CAK63135数控车床生产率。切削液的合理选择会提高CAK63135数控车床价格。CAK63135数控车床切削液的主要作用是:冷却和润滑。CAK63135数控车床车削中常用的切削液是乳化液,CAK63135数控车床可以选用10号或20号机油为切削液;当有足够流量的切削液能完全冷却硬质合金刀具时,在CAK63135数控车床车削钢等塑性材料时,以加冷却液为好;车铸铁、黄铜、青铜等脆性材料时,一般不加切削液,因为崩碎切屑与切削液混在一起容易阻塞CAK63135数控车床拖板的运动;用高速钢刀具切削钢等塑性金属时,要加切削液。例如CAK63135数控车床零件材料是45#钢,所以选用的切削液是乳化液。
CAK63135数控车床工件装夹方法的合理选择能提高CAK63135数控车床价格。CAK63135数控车床上装夹工件的方法与一般车床基本一样。如合理选择定位基准和夹紧方式,注意减少CAK63135数控车床装夹次数,尽量采用组合夹具等。除一般CAK63135数控车床轴类零件用三爪自定心卡盘直接装夹外,对于一些特殊零件,必须合理选择装夹方法,否则对CAK63135数控车床价格和CAK63135数控车床零件的加工质量将带来负面影响,不能发挥CAK63135数控车床高精度加工的优越性。
销售总部服务热线:13066608866