CAK63585
数控车床数控车削加工进给路线的确定。CAK63585
数控车床加工路线的确定首先必须保持被加工零件的尺寸精度和表面质量,其次考虑数值计算简单、走刀路线尽量短、效率较高等。因
CAK63585数控车床生产商精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此确定CAK63585数控车床进给路线的工作重点是确定粗加工及空行程的进给路线。CAK
63585数控车床生产商将具体分析:加工路线与加工余量的关系。在CAK63585数控车床还未达到普及使用的条件下,一般应把毛坯件上过多的余量,特别是含有锻、铸硬皮层的余量安排在CAK63585数控车床上加工。CAK
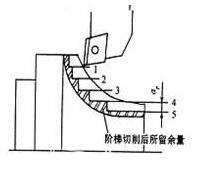
63585数控车床生产商必须用CAK63585数控车床加工时,则要注意程序的灵活安排。CAK63585数控车床生产商安排一些子程序对余量过多的部位先作一定的切削加工。对大余量毛坯进行CAK63585数控车床阶梯切削时的加工路线。CAK63585数控车床车削大余量工件的两种加工路线,图是错误的阶梯切削路线,图按1→5的顺序切削,每次CAK63585数控车床切削所留余量相等,是正确的CAK63585数控车床阶梯切削路线。因为在同样背吃刀量的条件下,按图(a)方式加工所剩的余量过多。
CAK63585数控车床生产商根据数控加工的特点,还可以放弃常用的阶梯车削法,改用依次从轴向和径向进刀、顺工件毛坯轮廓走刀的路线(如图所示)。CAK63585数控车床分层切削时刀具的终止位置。CAK63585数控车床表面的余量较多需分层多次走刀切削时,从第二刀开始就要注意防止走刀到终点时切削深度的猛增。
销售总部服务热线:13066608866