CAK80385
数控车床剃齿加工的工艺特点。由于CAK80385
数控车床剃齿刀与
CAK80385数控车床切齿轮自由对滚而无强制性的啮合运动,剃齿对CAK80385数控车床齿轮传递运动的准确性提高不多或无法提高,对CAK
80385数控车床传动平稳性和CAK80385数控车床载荷均匀性都有较大的提高,且CAK80385数控车床齿面粗糙度值较小。因此CAK80385数控车床剃齿前的齿形加工以滚齿为好,一般剃前精度比最终精度低一级。CAK80385数控车床厂家生产率高,剃削中等尺寸的齿轮只需2 - 4min,比CAK80385数控车床磨齿效率高10倍以上,CAK80385数控车床结构简单,调整CAK80385数控车床操纵方便,辅助时间短;CAK80385数控车床刀具耐用度高,但CAK80385数控车床刀具价格昂贵,不易修磨。故CAK
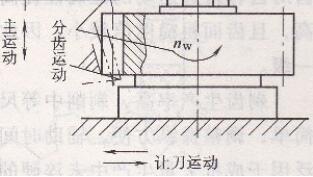
80385数控车床厂家成批大量生产中未淬硬的齿轮精加工。CAK80385数控车床工件每次往复行程后的径向进给运动――以切除全部余量。由上述CAK80385数控车床剃齿原理可知,剃齿刀由机麻传动链带动旋转,而CAK80385数控车床工件由剃齿刀带动,它们之间无强制的展成运动,是自由对滚,故CAK80385数控车床传动链短,结构简单。
近年来,由于含钻、钼成份较高的高性能高速钢刀具的应用,使CAK80385数控车床厂家也能进行硬齿面(45 - 55HRC)的齿轮精加工。CAK80385数控车床厂家的加工精度可达7级,齿面粗糙度值尺。为0.8 - 1.6tim。但CAK80385数控车床淬硬前的精度应提高一级,留硬剃余量0.01 - 0.03mm。
销售总部服务热线:13066608866