CAK80185
数控车床插齿。CAK80185
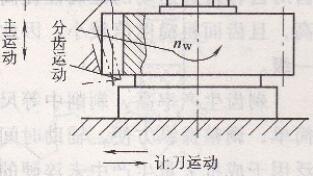
数控车床插齿原理及运动插齿是另一种常见的展成法齿面加工方法,相当于一对圆柱齿轮的啮合,插齿刀相当于一个端面磨有前角、齿顶及齿端磨有后角的变位齿轮,工件齿槽的齿面曲线由插齿刀切削刃多次切削的包络线所形成。
CAK80185数控车床插齿的主要运动。CAK80185数控车床插齿刀沿CAK
80185数控车床工件轴向所作的往复直线运动(双行程/min)。向下运动为工作行程,向上运动为空行程。CAK80185数控车床工件与CAK80185数控车床插齿刀所作的啮合旋转运动。CAK80185数控车床插齿刀绕自身轴线的旋转运动。CAK80185数控车床工件逐渐地向插齿刀径向送进。CAK80185数控车床厂家为避免擦伤已加工表面,减少CAK80185数控车床刀具磨损,CAK80185数控车床刀具和CAK80185数控车床工件间应让开一小段距离,工作行程前,迅速复位。这种让开和恢复原位的运动称为让刀运动。
CAK80185数控车床厂家加工的工艺特点。CAK80185数控车床插齿能加工直齿圆柱齿轮,特别适宜CAK80185数控车床厂家加工多联齿轮、内齿轮、扇形齿轮和齿条等。CAK80185数控车床配有专门附件时,可CAK80185数控车床厂家加工斜齿轮,但不如CAK80185数控车床滚齿方便。
CAK80185数控车床厂家通常用齿形的粗加工,也可用作精加工,插齿能加工7至9级精度齿轮,最高可达6级.插齿过程为往复运动,有空行程,CAK80185数控车床插齿系统刚度较差,切削用量不能太大,所以一般CAK80185数控车床插齿的生产率比滚齿低,因此CAK80185数控车床插齿多用于中小模数齿轮加工。
销售总部服务热线:13066608866