CAK80385
数控车床滚压成型法。CAK80385
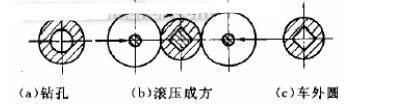
数控车床工艺步骤:粗车φ6mm段外圆至φ7.2mm,钻内孔φ4mm深20mm,加工出孔φ5mm深3mm。不卸工件,在车床尾架的专用活顶尖上夹持2.75mm正方芯棒,伸入孔内,以φ5mm孔定位。然后开动
CAK80385数控车床,用滚轮辗压方芯段,使该段变形缩孔,并在方芯的约束作用下形成方孔,滚压到位后停车抽出芯棒即成。该方法的优点是所有工步均在CAK80385数控车床上不卸工件完成,故成型后的方孔能与外圆保持较高的同轴度,质量容易保证。且对CAK
80385数控车床设备要求低,只需CAK80385数控车床即可,特别适合小型企业。缺点是滚压时径向力较大,会使工件发热并引起振动,此外,对CAK80385数控车床的操作技术要求较高。实用中为克服径向力较大的问题,采用了前后双滚轮同时相向进给滚压的方法,并用CAK80385数控车床液压传动,使径向力基本上互相抵消,也加快了CAK80385数控车床滚压速度,效果很好从而提高了CAK
80385数控车床报价。
但此种方法使CAK80385数控车床刀架的进给机构较复杂,常用于批量较大时。CAK80385数控车床工艺成败的关键在于滚压速度和进给量的掌握,不但要滚压到位,使方孔形状饱满,而且不能过度,以免失去外圆精加工的余量会影响CAK80385数控车床报价。CAK80385数控车床参数如滚压前毛坯外径、滚压速度、滚压进给量等可通过工艺试验获得。因此CAK80385数控车床报价与数控车床工艺试验有关。
销售总部服务热线:13066608866