CAK80135
数控车床大轴几何精度在位检测系统。CAK80135
数控车床零件的几何精度进行检测时,不可能都有相应的台式仪器供其使用,因而提出了以
CAK80135数控车床为测量仪器的本体,将测量传感器装在CAK
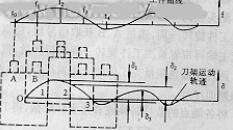
80135数控车床刀架上进行在位测量的方案。但是由于CAK80135数控车床运动副误差,如CAK80135数控车床主轴旋转时的径向晃动、轴向窜动,导轨运动的非直线性等的存在,将使测量结果不精确。CAK80135数控车床的检测系统采用误差分离技术,对机床运动误差进行分离,提高了CAK80135数控车床报价和CAK80135数控车床测量精度。考虑到现场的测量条件和工作环境,采用了以两测头法为主的误差分离技术,并在时域中进行数据处理,获得了满意的结果。大轴直线度在位测量误差分离会影响CAK80135数控车床报价。CAK80135数控车床刀架上安装两个传感器A和B,传感头与被测工件的素线接触,按节距法测量,如图所示。CAK
80135数控车床报价受数控车床刀架的影响。CAK80135数控车床刀架在位置0测量后,再移到位置1测量。
从位置0到位置1,CAK80135数控车床刀架移动的距离正好等于传感器A、B之间的距离。由于A、B之间的距离远小于车床纵向溜板长度,因此溜板纵向移动时,其摆动对传感器读数影响较小,可以忽略。这样CAK80135数控车床传感器移动到不同位置测量时,只有平移而无摆动。
销售总部服务热线:13066608866