CAK80385
数控车床分层切削时刀具的终止位置。CAK80385
数控车床外圆表面的加工余量较多需分层多次走刀切削时,从第二刀开始要注意防止走刀至终点时背吃刀量的突增。设以90°主偏角的
CAK80385数控车床刀具分层车削外圆,合理的安排应是每一刀的切削终点依次提前一小段距离e(e=0.05)。如果e=0,即每一刀都终止在同一轴向位置上,CAK
80385数控车床车刀主切削刃就可能受到瞬时的重负荷冲击。CAK80385数控车床分层切削时的终止位置作出层层递退的安排,有利于延长CAK80385数控车床粗加工刀具的使用寿命使得CAK
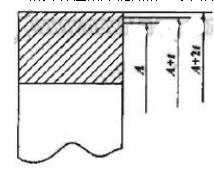
80385数控车床价格得到了提高。CAK80385数控车床“让刀”时刀补值的确定。对于薄壁工件,尤其是难切削材料的薄壁工件,切削时“让刀”现象严重,导致CAK80385数控车床车削工件尺寸发生变化,一般是外圆变大,内孔变小。“让刀”主要是由CAK80385数控车床工件加工时的弹性变形引起,“让刀”程度与CAK80385数控车床切削时的背吃刀量密切相关。采用“等背吃刀深度法”,用刀补值作小范围调整,以减少CAK80385数控车床“让刀”对CAK80385数控车床价格和CAK80385数控车床加工精度的影响。
CAK80385数控车床加工的外圆尺寸为A,双面余量为2t。CAK80385数控车床试切削时,取t值的一半作为切削时的背吃刀量,试切削在该表面的全长上进行,试切削后,程序安排停车,测量该外圆尺寸是否等于A+t,按出现的误差大小调整刀具的刀补值,然后继续运行程序,完成CAK80385数控车床精加工走刀才不会影响CAK80385数控车床价格。
销售总部服务热线:13066608866