CAK80185
数控车床数控转位刀架改为直排刀架的研究与应用。CAK80185
数控车床大多采用转位刀架,最少用四把刀,平面上四个方向各一把刀实现自动换刀。
CAK80185数控车床数控转位刀架使用长时间后,定位齿盘会磨损,影响CAK
80185数控车床定位精度,这时只好用一把刀,失去了转位刀架的意义。对尺寸较小工步较少的工件最多三把刀足够,这时用CAK80185数控车床转位刀架换刀效率低,尤其是CAK80185数控车床故障率高,这是转位刀架的缺点。CAK80185数控车床改为直排刀架则显示出无分度定位误差,CAK
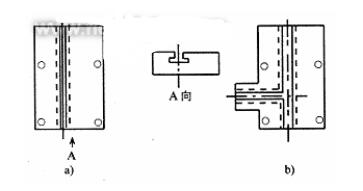
80185数控车床厂家加工可靠,换刀效率高,故障率很低等优点,对如何在原CAK80185数控车床上改转位刀架为直排刀架,改为CAK80185数控车床直排刀架后又如何编程,CAK80185数控车床厂家进行了下述研究。 CAK80185数控车床直排刀架的改造方案。换T型槽垫板。CAK80185数控车床厂家将转位刀架卸下,加工如图所示的T型槽垫板,把4个内六角螺钉安到转位刀架的4个螺孔中,T型槽中安装平行方向的刀具即成功。
注意这时是CAK80185数控车床刀具前后直线或斜线方向移动换刀,而不是转位换刀,应注意CAK80185数控车床刀具行程足够,T型槽板足够长;当CAK80185数控车床工件有的加工面需刀具垂直于主轴轴线安装时,可做成图所示T型槽垫板,T型槽中放加工改造后的T型螺栓,CAK80185数控车床螺栓中间径向铣有长方孔,孔中放车刀刀杆,CAK80185数控车床螺栓有丝的一头加工成内螺纹,拧上螺栓压住刀具。
销售总部服务热线:13066608866