4米CAK80385
数控车床厂家加工方案的确定。用两台4米CAK80385
数控车床分两个工序进行加工。 (1)第一台4米
CAK80385数控车床厂家的加工方案 ◎夹住工件一头,用一号端面刀加工端面; ◎4米CAK
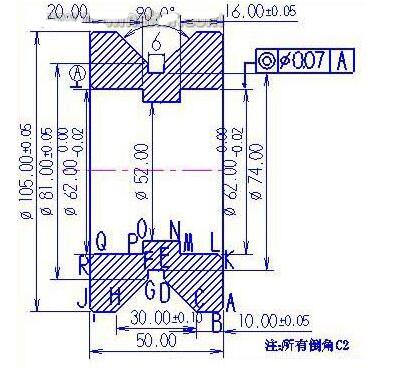
80385数控车床厂家用钻头钻Φ40mm的通孔; ◎4米CAK80385数控车床厂家换2号外圆刀加工外圆至Φ108mm,长度为30mm,作为调头后的基准; ◎调头装夹已加工外圆面,找正,换1号端面刀加工端面至长度为51mm左右; ◎4米CAK
80385数控车床厂家换3号内孔刀加工直径为Φ62mm,深度20mm的轴承孔及Φ52mm,长度为30mm的内孔至符合尺寸; ◎4米CAK80385数控车床厂家检查,校核。 第二台4米CAK80385数控车床厂家的加工方案。◎4米CAK80385数控车床厂家用反爪装夹Φ62mm的轴承孔(垫铜片),找正,用1号端面刀精加工端面至长度为50mm;◎4米CAK80385数控车床厂家换2号内孔刀加工另一个Φ62mm的轴承孔至符合尺寸;◎4米CAK80385数控车床厂家换3号外圆刀加工外圆至Φ105mm;◎4米CAK80385数控车床厂家换4号机夹切断刀加工V型凹槽。 ◎4米CAK80385数控车床厂家检查,校核。
4米CAK80385数控车床厂家数值计算。4米CAK80385数控车床厂家设定程序原点。以工件右端面与轴线的交点为程序原点建立工件坐标系。4米CAK80385数控车床厂家用4号机夹切断刀对刀时,用左刀尖碰工件右端面后,在刀偏表4号刀的试切长度栏处输入Z=0,再在刀偏表5号刀的试切长度栏处输入Z=4(刀宽为4mm)。即编程时执行刀具功能T0404是加工V型槽左边部分,执行刀具功能T0405时加工V型槽右边部分。
销售总部服务热线:13066608866