CAK80285
数控车床工装设备设计。CAK80285
数控车床总体设计,机床选用沈阳电子公司SKY数控系统:控制轴数为X、Y、Z;运动控制方式为半闭环;
CAK80285数控车床脉冲当量为0.005mm;中文编程(数控部分详细功能略)。CAK80285数控车床在镗削头与铣削头设计上,为了提高CAK80285数控车床价位、CAK
80285数控车床加工精度和CAK80285数控车床生产力,考虑CAK80285数控车床采用新刀具材料,铣刀应用涂层刀片,镗刀采用PCBN立方氮化硼的刀具,故镗削头、铣削头均采用能适应高速切削、高精度的金刚镗头和精铣头结构(结构图略)。CAK80285数控车床夹具结构与
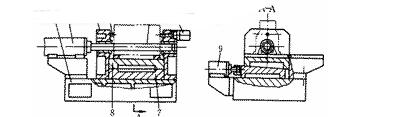
80285数控车床卖价有关。工作原理如下:工件装夹前,定位杆5位于左极限位置,装上工件,定位杆5插入主轴孔并进入右导向座的导向套中,对CAK80285数控车床工件进行主定位,这时CAK80285数控车床工件被抬起(此时工件底面与楔块8上平面留有0.3~0.5mm间隙),油缸6左移,使CAK80285数控车床工件完成止推定位,然后CAK80285数控车床油缸9推动楔块7右移,使楔块8逐渐上升接近CAK80285数控车床工件底面,直至贴合并夹紧CAK80285数控车床工件。CAK80285数控车床楔块7、8不但有使工件防转定位的作用,又能同时夹紧工件,更为重要的是还能增强CAK80285数控车床工件定位夹紧的支承刚性使得CAK80285数控车床卖价提高。
CAK80285数控车床卖价与80285数控车床工作过程有关。CAK80285数控车床工作过程如下:将工件在夹具上安装好(CAK80285数控车床夹具安装在纵向工作台上),首先铣头滑台快速向下运动到位处于铣削工作位置,工件随同夹具进入第一工位进行精铣顶面(工件在夹具上以CAK80285数控车床主轴孔定位)。因此CAK80285数控车床卖价与数控车床工件夹具有关。
销售总部服务热线:13066608866