CAK63385
数控车床加工技术。随着CAK63385
数控车床数控加工技术的普及,
CAK63385数控车床价位和CAK
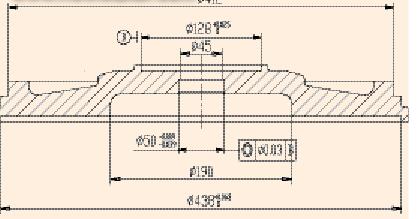
63385数控车床质量要求的不断提高,盘类零件已大量采用CAK63385数控车床进行加工。正确的工艺、工装设计使CAK63385数控车床呈现出加工精度高、CAK63385数控车床加工灵活等众多特点。CAK63385数控车床在工艺设计、工装设计上的一些关键点及常用设备的选择意见。CAK63385数控车床采用工艺设计提高数控车床价位。CAK63385数控车床数控加工工艺设计,最重要的是将有相互行位公差要求的加工面安排在一道工序内,在一次CAK63385数控车床装夹下完成加工,消除二次CAK63385数控车床装夹误差。若用图所示的CAK63385数控车床加工,加工工艺为:(1) CAK63385数控车床精车大平面。安排左、右其中一个刀架车平面,另一个刀架车内孔(φ438mm、φ50mm)。(2)CAK63385数控车床再精车基准A面。安排左、右其中一个刀架车平面,另一个刀架车内孔(φ128mm)和外圆(φ412mm)。该工艺受CAK63385数控车床动作功能限制φ128mm孔与φ50mm孔不能在同一工序内完成,需正反两次装夹加工,由于重复定位误差及夹具制造误差的存在,很难稳定满足产品两孔的同轴度要求。
为满足CAK63385数控车床设计要求,稳定控制CAK63385数控车床质量,可采用CAK63385数控车床加工,工艺设计上利用CAK63385数控车床的自动换刀功能采用内孔背镗刀用程序控制从A面加工φ50mm内孔,将φ128mm、φ50mm安排在同一道工序内加工完成。避免重复定位误差及夹具制造误差对CAK63385数控车床加工精度的影响,保证CAK63385数控车床φ0.03mm的同轴度要求能提高CAK
63385数控车床价位。
销售总部服务热线:13066608866