在CAK80285
数控车床上用的一种大型内孔抛光装置。在CAK80285
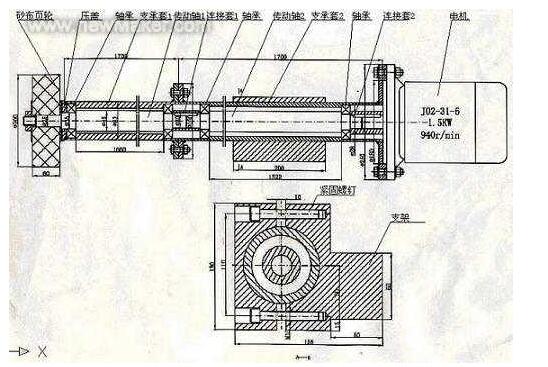
数控车床上进行长度为5000~6000mm,直径为&230~350mm的内孔抛光,CAK80285数控车床表面粗糙度要求在Ra1.6mm以下,材料为1Cr18Ni9Ti的无缝钢管。由于CAK80285数控车床毛坯的孔不圆,就设计制造了如图所示的工装,在较短的时间,在车床上将内孔抛光达到了要求。
CAK80285数控车床支承套1和CAK
80285数控车床支承套2是采用无缝钢管焊接法兰后加工而成使得CAK80285数控车床价位提高。CAK80285数控车床采用两截的原因是便于在内孔安装轴承,以CAK80285数控车床支承传动轴1和传动轴2,以防止3000多mm长的轴在高速旋转下甩弯。传动轴1和传动轴2,也是用CAK80285数控车床无缝钢管焊接轴头加工而成,这样既轻、省料,又在CAK80285数控车床高速旋转下不易弯曲影响了CAK
80285数控车床价位。CAK80285数控车床传动轴与传动轴和电机的连接,是两个单键套。电机的功率1.5kw,转速为940r/min,这样就可使砂布轮的速度达到约10m/s。页轮磨料的粒度为36#~46#。CAK80285数控车床工装由支架固定,可以调整它的伸出长短,然后固定在CAK80285数控车床方刀台上,接电源即可对CAK80285数控车床工件内孔进行抛光。
抛光时,工件一端夹在CAK80285数控车床卡盘上,另一端用中心架支承那也不会影响CAK80285数控车床价位。CAK80285数控车床工件转速为n=10~20r/min,纵向进给量为f=0.5~1mm/r。移动中拖板使页轮压向工件内孔表面,正、反走刀进行抛光。由于CAK80285数控车床工件长,抛光装置的臂短,当抛光工件一半内孔后,再将CAK80285数控车床工件调头安装,抛光另一半内孔使得CAK80285数控车床价位得到了提高。
销售总部服务热线:13066608866