6米CAK80585
数控车床顶尖装夹。6米CAK80585
数控车床车削较长的轴类工件或需经过多次装夹才能加工好的工件时,为了保证6米CAK
80585数控车床每次装夹时的装夹精度,一般用两顶尖装夹,如图所示。①6米
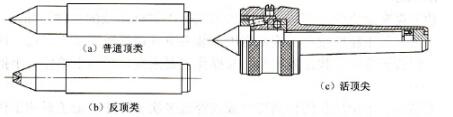
CAK80585数控车床顶尖及鸡心夹头结构能提高数控车床报价。6米CAK80585数控车床顶尖有普通顶尖(俗称死顶尖)、反顶尖及活顶尖等,如图所示。前两种最为常见,6米CAK80585数控车床上的前、后顶尖一般采用普通顶尖来提高数控车床报价。6米CAK80585数控车床高速切削时,为防止后顶尖磨损、发热或烧损,常采用活顶尖使得6米CAK
80585数控车床报价提高。6米CAK80585数控车床活顶尖结构复杂,旋转精度较低,多用于粗车和半精车。直径小于6mm的轴颈不便6米CAK80585数控车床加工中心孔,则将6米CAK80585数控车床轴端加工成60°的锥面后安装在反顶尖上。当工件用顶尖支撑在机床上时,顶尖不转动,6米CAK80585数控车床工件的旋转运动是通过鸡心夹头(或卡箍)获得的。6米CAK80585数控车床拨盘与鸡心夹头(或卡箍)的结构及使用方法如图 (b)所示。
6米CAK80585数控车床鸡心夹头夹持部分(或卡箍)装夹工件,另有一端与同主轴相连接的拨盘配合,6米CAK80585数控车床主轴通过拨盘1带动紧固在轴端的卡箍2使工件转动。用两顶尖装夹工件,必须先在6米CAK80585数控车床工件端面钻出中心孔来能提高数控车床报价。
销售总部服务热线:13066608866